There are quite a few heat treatment techniques to choose from. Every one of them brings along certain qualities.
The most common heat treatment methods include:
Annealing
Normalising
Hardening
Ageing
Stress relieving
Tempering
Carburisation
Annealing
In annealing, the metal is heated beyond the upper critical temperature and then cooled at a slow rate.
Annealing is carried out to soften the metal. It makes the metal more suitable for cold working and forming. It also enhances the metal’s machinability, ductility and toughness.
Annealing is also useful in relieving stresses in the part caused due to prior cold working processes. The plastic deformations present are removed during recrystallisation when the metal temperature crosses the upper critical temperature.
Metals may undergo a plethora of annealing techniques such as recrystallisation annealing, full annealing, partial annealing and final annealing.
Normalising
Normalising is a heat treatment process used for relieving internal stresses caused by processes such as welding, casting, or quenching.
In this process, the metal is heated to a temperature that is 40° C above its upper critical temperature.
This temperature is higher than the one used for hardening or annealing. After holding it at this temperature for a designated period of time, it is cooled in air. Normalising creates a uniform grain size and composition throughout the part.
Normalised steels are harder and stronger than annealed steel. In fact, in its normalised form, steel is tougher than in any other condition. This is why parts that require impact strength or need to support massive external loads will almost always be normalised.
Hardening
The most common heat treatment process of all, hardening is used to increase the hardness of a metal. In some cases, only the surface may be hardened.
A work piece is hardened by heating it to the specified temperature, then cooling it rapidly by submerging it into a cooling medium. Oil, brine or water may be used. The resulting part will have increased hardness and strength, but the brittleness increases too simultaneously.
Case hardening is a type of hardening process in which only the outer layer of the work piece is hardened. The process used is the same but as a thin outer layer is subjected to the process, the resultant work piece has a hard outer layer but a softer core.
This is common for shafts. A hard outer layer protects it from material wear. When mounting a bearing to a shaft, it may otherwise damage the surface and dislocate some particles that then accelerate the wearing process. A hardened surface provides protection from that and the core still has the necessary properties to handle fatigue stresses.
Induction hardeningInduction hardening
Other types of hardening processes include induction hardening, differential hardening and flame hardening. Flame hardening, however, may result in a heat affected zone that is created once the part is cooled.
Ageing
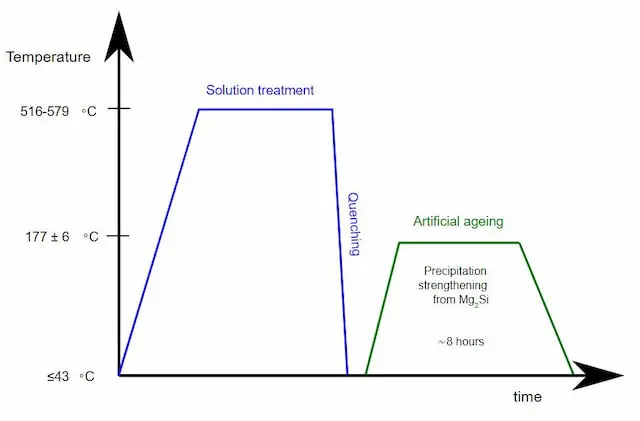
Aluminium heat treatment schedule
Aluminium 6061 ageing schedule
Ageing or precipitation hardening is a heat treatment method mostly used to increase the yield strength of malleable metals. The process produces uniformly dispersed particles within a metal’s grain structure which bring about changes in properties.
Precipitation hardening usually comes after another heat treatment process that reaches higher temperatures. Ageing, however, only elevates the temperature to medium levels and brings it down quickly again.
Some materials may age naturally (at room temperature) while others only age artificially, i.e. at elevated temperatures. For naturally ageing materials, it may be convenient to store them at lower temperatures.
Stress Relieving
Stress relieving is especially common for boiler parts, air bottles, accumulators, etc. This method takes the metal to a temperature just below its lower critical border. The cooling process is slow and therefore uniform.
This is done to relieve stresses that have built in up in the parts due to earlier processes such as forming, machining, rolling or straightening.
Tempering
Tempering is the process of reducing excess hardness, and therefore brittleness, induced during the hardening process. Internal stresses are also relieved. Undergoing this process can make a metal suitable for many applications that need such properties.
he temperatures are usually much lower than hardening temperatures. The higher the temperature used, the softer the final work piece becomes. The rate of cooling does not affect the metal structure during tempering and usually, the metal cools in still air.
Carburisation
Case carburisationCase carburisation
In this heat treatment process, the metal is heated in the presence of another material that releases carbon on decomposition.
The released carbon is absorbed into the surface of the metal. The carbon content of the surface increases, making it harder than the inner core.