æ¯è»ã®è¨è¨ã«ä½¿ç¨ããææãæ¤è¨ããå ´åãæãéè¦ãªæ±ºå®ã¯ãæ©æ¢°å å·¥ã®å®¹æãã¨ææã®èä¹ æ§ã§ããã»ã¨ãã©ã®è¨è¨è ã¯ãææãé¸æããã¨ãã«æ大æ²ã強度ã®ã¿ãèæ ®ãã¾ãããã ããããã¯ã®ã¢ã®ããæç ´å£ã«ã®ã¿å¯¾å¦ãã¾ããã®ã¢ã·ã¹ãã ã®å¯¿å½ã«ã¨ã£ã¦ããéè¦ãªã®ã¯ãææã®è¡¨é¢èä¹ æ§ã§ããæ¯è»ã®è¡¨é¢èä¹ æ§ã¯æ¯è»ã®å¯¿å½ã®è¦³ç¹ããè¦ãå¿ è¦ãããã¾ãã表é¢ã®èä¹ æ§ã¯ãé©åãªæ½¤æ»ã¨æå°éã®æ¯åã«ãããç¹å®ã®è² è·ã®ä¸ã§ã®ã¢ãåä½ãç¶ãããã¨ãã§ãããµã¤ã¯ã«æ°ã決å®ãã¾ããè² è·ãè¶ ããã¨å¯¿å½ãçããªãã¾ãã潤æ»å¤ã®ã¡ã³ããã³ã¹ãé©åã«è¡ããªãã¨å¯¿å½ãçããªãã¾ããé常ãã·ã¹ãã å ã®æ¯æ°ãæãå°ãªãã®ã¢ã¯ä»ã®ã®ã¢ãããé »ç¹ã«ååããããã表é¢ã®èä¹ æ§ã¯ãã®ã®ã¢ã«å½±é¿ãã¾ãããã®æ¯è»ã®å¯¿å½ã延ã°ãããã«ã¯ã表é¢ã®èä¹ æ§ãé«ããããã«é©åãªç±å¦çãæ½ãå¿ è¦ãããã¾ãã
ç±å¦çã¯ãéå±ã®å¿ è¦ãªæ§é ç¹æ§ãå¾ãããã«å®è¡ããããææã®å ç±ã¨å·å´ãå¶å¾¡ããããã»ã¹ã§ããå ç±æ¹æ³ã«ã¯ãç¼éãç¼æ»ããç¼å ¥ãã表é¢ç¡¬åãªã©ãããã¾ãã
ç±å¦çã¯ãé£ç¶çãªç±å¦çãè¡ãã¨ææã®ç¡¬åº¦ãå¢å ãããããé¼ã®ç¹æ§ãé«ããããã«å®è¡ããã¾ããããã«ãããæ¯é¢å¼·åº¦ãå¤§å¹ ã«åä¸ãããããããã«ä¼´ãæ¯è»ã®å¼·åº¦ãåä¸ãã¾ãã表ï¼ã«ç¤ºãããã«ãé¼ã«å«ã¾ããçç´ ï¼Cï¼ã®éã«ããç±å¦çãç°ãªãã¾ãã
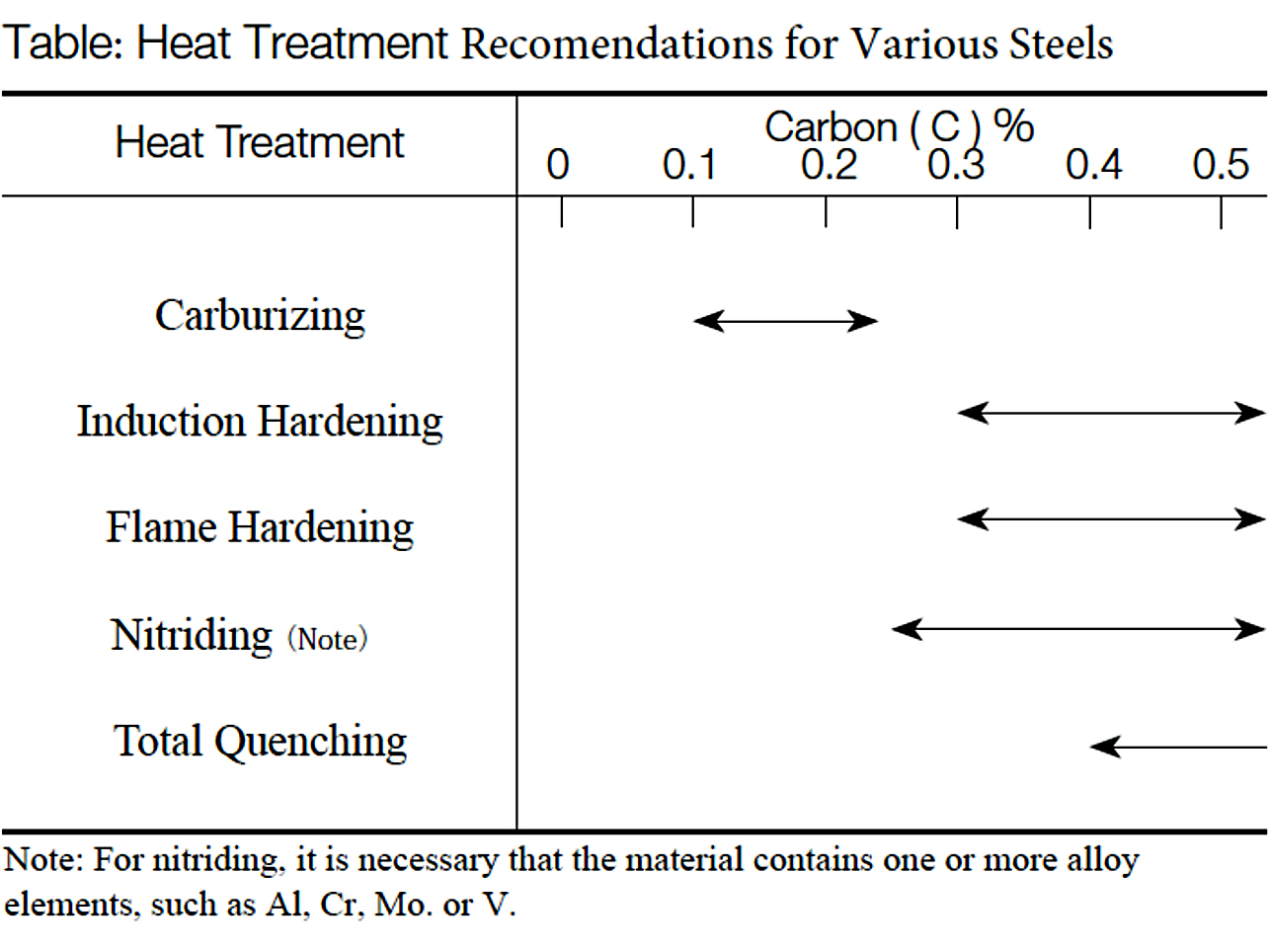
表1
以ä¸ã«ãé¼ãç±å¦çãããã¾ãã¾ãªæ¹æ³ã®ä¸é¨ã示ãã¾ãã
æ£è¦åã¯ãé¼ã®å°ããªçµæ¶ã®å¾®ç´°æ§é ã«é©ç¨ãããå ¨ä½ã®æ§é ãçµ±ä¸ããç±å¦çããã»ã¹ã§ãããã®å¦çã¯ãå é¨å¿åãç·©åããããæå½¢ããã»ã¹ä¸ã«çºçããä¸åä¸ãªç¹ç¶æ§é ã解決ããããã«å®è¡ããã¾ãã
ã¢ãã¼ãªã³ã°ã¯ãé¼ãæãããããçµæ¶æ§é ã調æ´ããå é¨å¿åãç·©åããå·éå å·¥ã¨ååæ§è½ã®ããã«ææãå¤æ´ããããã«é©ç¨ãããç±å¦çããã»ã¹ã§ããç¼éã«ã¯ãå®å ¨ç¼éãè»åç¼éãå¿åé¤å»ç¼éãç¯æ£ç¼éãä¸éç¼éãªã©ãç¨éã«å¿ãã¦ããã¤ãã®ç¨®é¡ãããã¾ãã
å®å
¨ç¼éã¯ãçµç¹ãå¤åããããã¨ãªãå
é¨å¿åãé¤å»ããããã«ä½¿ç¨ãããç¼éã§ãã
ç¯æ£ç¼éã¯ãé¼ã«çããå¤å½¢ãä¿®æ£ããããã«è¡ãããç¼éã§ããããã¯ãå ç±ããªããè² è·ãããããã¨ã«ãã£ã¦è¡ããã¾ãã
ä¸éç¼éã¨ã¯ãå·éå å·¥ã®éç¨ã§è¡ãããç¼éã§ãå 工硬åããææãæããããã¦æ¬¡ã®å·¥ç¨ã容æã«ããããã«è¡ããã¾ãã
ç¼ãå
¥ãã¨ã¯ãé«æ¸©ã§å ç±ããå¾ã«æ¥å·ããé¼ã®ç±å¦çå·¥ç¨ã§ããç¼å
¥ãã«ã¯å·å´æ¡ä»¶ã«ããæ°´ç¼å
¥ããæ²¹ç¼å
¥ããç空ç¼å
¥ããããã¾ããç¼å
¥ãå¾ã«ç¼ãæ»ããè¡ããã¨ãå¿
é ã§ãã
ç¼ãæ»ãã¯ãé©åãªé度ã§å·å´ããç±å¦çããã»ã¹ã§ããç¼å ¥ã硬åå¦çãè¡ã£ãå¾ãå度å ç±ãã¦ç¼ãæ»ããè¡ãã¾ããç¼å ¥ãå¾ã¯å¿ ãç¼ãæ»ããè¡ã£ã¦ãã ããã硬度ã®èª¿æ´ãéæ§ã®ä»ä¸ãå é¨å¿åã®ç·©åãªã©ãç®çã¨ãã¦ç¼å ¥ããè¡ãã¾ããç¼æ»ãã«ã¯é«æ¸©ç¼æ»ãã¨ä½æ¸©ç¼æ»ãã®2種é¡ãããã¾ããããé«ã温度ã§ç¼ãæ»ããè¡ãã¨ã硬度ã¯ä½ä¸ãã¾ãããããé«ãéæ§ãå¾ããã¾ãã調質ã«ã¯é«æ¸©ç¼æ»ããè¡ããã¾ããé«å¨æ³¢ç¼å ¥ãã浸çç¼å ¥ãã®å ´åã表é¢ç¡¬åå¦çå¾ã«å¿ è¦ãªç¼æ»ãã¯ä½æ¸©ç¼æ»ãã§ãã
調質ã¯ãé¼ã®ç¡¬åº¦ã強度ãéæ§ã調æ´ããããã«é©ç¨ãããç±å¦çããã»ã¹ã§ããç¼å ¥ãã¨é«æ¸©ç¼æ»ããçµã¿åãããå¦çã§ãã調質ãè¡ã£ãå¾ããããã®å¦çã«ãã硬度ã調æ´ããéå±ã®è¢«åæ§ãé«ãã¾ãã
調質ã®ç®æ¨ç¡¬åº¦:
JIS S45C/AISI 1045ï¼æ©æ¢°æ§é ç¨çç´ é¼ï¼200 â 270 HB
JIS SCM440/AISI 4140(æ©æ¢°æ§é ç¨åéé¼) 230ï½270HB
浸çã¯ãçç´ ãåå¨ãã表é¢ã«æµ¸éãã¦ææã®è¡¨é¢ã硬åããããã«ç¹å¥ã«å®è¡ãããç±å¦çããã»ã¹ã§ããä½çç´ é¼ã®è¡¨é¢ã¯æµ¸çï¼ç±ã¨å§åã®ä¸ã§çç´ ã®æµ¸éãåããï¼ãããã¨ãã§ãããã®çµæãå¤è¡¨é¢ã«é«çç´ ã®å±¤ãå½¢æããã¾ãããã®ããã»ã¹ã«ã¯ç¼ãå
¥ããå¿
è¦ã§ããç¼å
¥ãå¾ã«ä½æ¸©ç¼æ»ããæ½ãã硬ãã調æ´ãã¾ãã浸çã«ãã表é¢ã ãã§ãªãå
é¨ã®ææçµç¹ãããç¨åº¦ç¡¬åãã¾ããã表é¢ã»ã©ã§ã¯ããã¾ããã表é¢ã®ä¸é¨ã«ãã¹ãã³ã°å¤ãå¡å¸ããã¨ã«ã¼ãã³ã®æµ¸éãé²ãã硬度ã¯å¤ããã¾ããã表é¢ã®ç®æ¨ç¡¬åº¦ã¨ç¡¬åæ·±ãã¯ä»¥ä¸ã®éãã§ãã
ç¼å
¥ã硬度 55 â 63 HRC
æå¹ç¡¬åæ·±ã 0.3 ï½ 1.2 mm
浸çå¦çã«ããæ¯è»ã¯å¤å½¢ããæ¯è»ã®ç²¾åº¦ã¯å¿
ãä½ä¸ãã¾ãã精度ãåä¸ãããããã浸çå¦çå¾ã«æ¯é¢ãªã©ã®éè¦ãªé¢ã«å¯¾ãã¦æ¯è»ç åãè¡ããã¨ããå§ããã¾ãã
é«å¨æ³¢ç¼å ¥ãã¯ãæå°çµæã 0.3% ã®çç´ ãå«ãé¼ãé«å¨æ³¢å ç±ãã¦æ¯è»ã®è¡¨é¢ã硬åããç±å¦çããã»ã¹ã§ãããã®ããã»ã¹ã§ã¯ãã®ã¢ã®å¨å²ã«èªå°ã³ã¤ã«ãé ç½®ãããã³ã¤ã«ã«é»æµãæµããã¾ãããã®é»æµã«ããé¼ãæ¥éã«å ç±ããããã®å¾ç¼ãå ¥ããè¡ããã¾ããæ¯è»è£½åã®å ´åãé«å¨æ³¢ç¼å ¥ãã¯æ¯é¢ãå 端ãªã©ã®æ¯é¨ã®ç¡¬åã«ã¯æå¹ã§ãããæ ¹å é¨åã¯ç¡¬åã§ããªãå ´åãããã¾ããä¸è¬ã«æ¯è»ã¯é«å¨æ³¢ç¼å ¥ãã«ããå¤å½¢ã«ãã精度ãä½ä¸ãã¾ãã S45C ã®ã¢ãé«å¨æ³¢ç¼ãå ¥ãããå ´åãæå¹ãªç¡¬åº¦ã¨æ·±ãã¯æ¬¡ã®ã¨ããã§ãã
ç¼å
¥ç¡¬åº¦ 45 â 55 HRC
æå¹ç¡¬åæ·±ã 1 ï½ 2 mm
ç«ç硬åã¯ãé¼ã«ç´æ¥ç«ãå½ã¦ããã¨ã«ãã£ã¦å®è¡ããããã 1 ã¤ã®è¡¨é¢ç¡¬åå¦çã§ããæ¯è»ã®åºãé¨åã«ããã£ã¦åä¸ãªç¡¬åº¦ãéæããããã«é©åãªç±ã¬ãã«ã¨æéãç¶æããã®ã¯é£ããããããã®å¦çã¯é常ãé¨åçãªç¡¬åã®ããã«è¡¨é¢ã«å®è¡ããã¾ãã
çªåå¦çã¨ã¯ãé¼ã®è¡¨é¢ã«çªç´ ãå°å ¥ãã¦æ¯è»ã硬ãããç±å¦çã§ããåéé¼ã«ã¢ã«ããã¦ã ãã¯ãã ãã¢ãªããã³ãå«ã¾ãã¦ããã¨çªåæ§ãåä¸ããææã®ç¡¬åº¦ãå¾ããã¾ããé¼æå ¨ä½ãä¸å¿é¨ã¾ã§å ç±ãããã®å¾æ¥å·ãããã¨ã§è¡¨é¢ç¡¬åã ãã§ãªãä¸å¿é¨ã硬åãããç±å¦çã§ãã
ã¬ã¼ã¶ã¼ç¡¬åã¯ãæ¯è¼çæ°ãã表é¢ç±å¦çããã»ã¹ã§ããææã¯ã40mm mrad ãã¼ã ãåãã 4kW ã¬ã¼ã¶ã¼ã«ããããã¾ãããã®ããã»ã¹ã«ããã0.3 ï½ 0.8 mm ã®æ·±ã㧠55 ï½ 65 HRC ã®ç¡¬åº¦ãéæã§ãã¾ããã¬ã¼ã¶ã¼å¦çã®å©ç¹ã® 1 ã¤ã¯ãæ²ã強度ãå¹³å 10% ä½ä¸ããé«å¨æ³¢ç¼å ¥ãã¨ã¯ç°ãªããæ²ã強度ãå¤ãããªããã¨ã§ããã¬ã¼ã¶ã¼å¦çã§ã¯è¡¨é¢èä¹ æ§ã 2.2 åã«é«ãããã¨ãã§ãã¾ãããé«å¨æ³¢ç¼ãå ¥ãã§ã¯ 2.5 ï½ 2.6 åã«åä¸ãã¾ãããã®æ¹æ³ã§ã¯ãå ããç±ã®æéãçããç¼ãå ¥ãã®å¿ è¦ããªããããæªã¿ãæå°éã«æãããã¾ãã並ã¹ã¦æ¯è¼ããã¨ãé·ã 1 ã¡ã¼ãã«ã®ã©ãã¯ã§ã¯ãé«å¨æ³¢ç¼å ¥ãã«ããé·ãã 0.233 mm å¢å ãã¾ããããã ããåãã©ãã¯ãã¬ã¼ã¶ã¼ç¡¬åããå ´åãé·ãã¯ããã 0.019 mm å¢å ãã¾ããã
ãããã®ç±å¦çæ¹æ³ã¯ãããããé¸æããææã¨ç¨éã®è¨è¨å¯¿å½ã«é©ãã表é¢ç¡¬åº¦ãéçºããä¸ã§å½¹å²ãæããã¾ããææã®é¸æãã³ã¹ããäºæ¬¡å å·¥ãé©åãªé¸æã®ã¬ã¤ãã¨ãªãã¾ãã